. . . Майкл Вэйдер
*потери при ожидании
*потери при *транспортировке
*порядок на рабочем месте
*вовлечение персонала
*визуальный контроль
*стандартные процедуры
*сокращение цикла
*зонирование
*компоновка
*канбан
*карты потока
*предотвращение ошибок
*быстрая переналадка
*большие запасы
*Контрольный листок
. . . VMS-M
* бизнес-процессы
* Поток создания ценности
* примеры
* время
. . . ТРМ
* краткий справочник
* введение
* структура
* обслуживание
* культура производства
* эффекты внедрения
. . . Справочник
* 9 причин внедрения
* что такое бережливое производство
* принципы
* история возникновения
* перепроизводство
* транспортировка
* запасы
* ожидание
* система 5С
* обслуживание
* работа сообща
* ремонтные службы
* простои
* быстрая переналадка
* первый шаг
* технологии анализа
* создание ценностей
* глоссарий
* визуализация
* непрерывный поток
* потребительский спросс
* ценность
* версии
* удаление
* операционные системы
* техническая поддержка
* соглашения пользователя
* программы
. . . Мотивация
* мотивация
* распоряжения
* диплом
* поощрения
* поощрения2
* баллы работникам
* предложения по улучшению
* идеи
* повышение качества
* денежное вознаграждение
* баллы
СИЛОВЫЕ
ПОЛУПРОВОДНИКОВЫЕ
ПРИБОРЫ
Бережливое производство
карты потока
Пример карты потока создания ценности
Карандашный набросок на листе формата A3
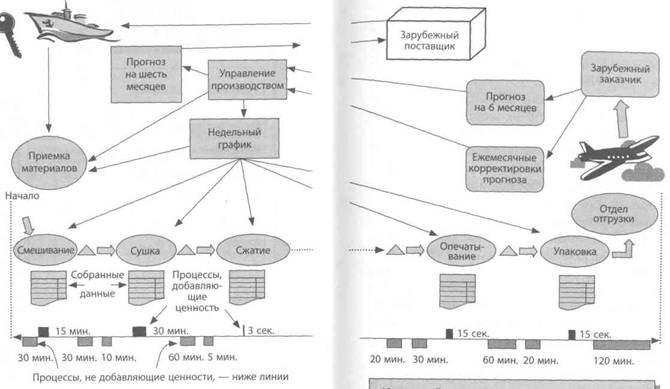
Хороший пример карты потока создания ценности можно найти книге Майка Розера и Джона Шука "Учись видеть".
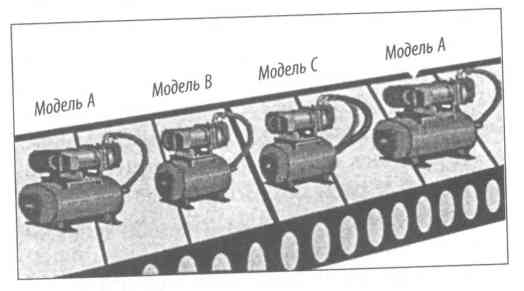
Очередность запуска
Производственная система Toyota революционизировала методику "точно вовремя" путем выстраивания производства таким образом, чтобы можно было быстро изготавливать автомобили различных моделей. Применение методов бережливого производства позволило производителю эффективно изготавливать множество вариантов одной и той же модели автомобиля, чтобы удовлетворить изменяющиеся требования заказчиков. Производство сходных моделей (семейств продуктов) или модификаций, которым нужны разные детали, планируется таким образом, что нужные детали доставляются на стадию сборки точно вовремя. Данная методика может быть применена к любой производственной линии, выпускающей одно семейство продуктов, при условии, что известна структура потребительского спроса. Нет необходимости заставлять заказчика ждать завершения длительного цикла производства какого-либо конкретного вида продукции, пока вы сможете производить другую модель. Операции, сгруппированные по технологии, а не по функции, с небольшими станками и хорошо обученными операторами обычно достаточно гибки и позволяют использовать методику смешанной очередности запуска.
Если известно, что сегодня нужно произвести 60 изделий типа А, 40 - типа В, 20 - типа С и 5 - типа D, причем во всех используется один и тот же базовый узел, то можно максимально эффективно применить очередность последовательности операций. В данном примере мы исходим из того, что производство составляет 125 изделий в день и время переналадки станков сведено к минимуму. Исторически сложилось так: сегодня предприятие производит 125 изделий типа А, завтра - 125 изделий типа В и т.д., пока не будет выполнен план по всем типам. Использование данного метода вынуждает заказчиков изделий типа С и D ждать несколько дней. Но на сегодняшнем рынке заказчики ждать не хотят, а конкуренты способны произвести для них товар тогда, когда они этого потребуют, то есть точно вовремя. Грамотно выстроенная последовательность операций позволит изготавливать различные модификации изделия на одной производственной линии в нужных количествах и ежедневно.
Пример смешанного производства разных моделей, или выстраивания очередности операций
Поток единичных изделий
Некоторые фирмы достигают наибольшей экономии при переходе с производства партиями к потоку единичных изделий. Поток единичных изделий - это система, при которой изделия/материалы или счета/услуги обрабатываются по одному. Иногда, когда такая система экономически невыгодна или физически невозможна, не следует отказываться от производства партиями, но при этом нужно стремиться уменьшить их размер до минимально возможного.
При работе партиями в незавершенном производстве и запасах замораживаются значительные суммы денег. Часто при перемещении партий или во время ожидания обработки партии хорошие изделия повреждаются. В свою очередь, поток единичных изделий позволяет высвободить значительные денежные средства путем повышения оборачиваемости запасов.
Если при производстве партиями возникают ошибки и дефекты, замена или ремонт обходятся дорого. В потоке единичных изделий ремонта или замены требует всего один или несколько продуктов. Иногда в результате того, что кто-то не обнаружил дефект вовремя или же проверил только первое и последнее изделия в партии, целые партии бракуются или продаются по цене отходов. Поток единичных изделий хорошо сочетается с контролем в ходе технологического процесса и применением контрольных приспособлений для каждого изделия при его движении по процессу.
Создание системы вытягивания предполагает, что изделия или материалы не передаются на следующую стадию до того, как они там потребуются. Рабочих нужно предупредить, что стоять и ждать, пока следующая стадия потребует от них начала работы, - совершенно нормально. Данная методология вскрывает в процессе потенциальные узкие места.
Проецирование на три плоскости проекций. По двум проекциям предмета также не всегда можно точно представить геометрическую форму предмета. Изображения на рис. 47,а могут быть проекциями предметов, показанных на рис. 47,б,в и др. В практике часто приходится строить чертежи очень сложных предметов, где двух проекций для выявления геометрической формы и размеров изображаемого предмета оказывается недостаточно. Чтобы получить такой чертеж, по которому можно установить форму единственного предмета, иногда пользуются не двумя, а тремя (рис. 48) и более плоскостями проекций. Третью плоскость проекций W называют профильной, а полученную на ней проекцию — профильной проекцией предмета (от французского слова «профиль», что означает «вид-сбоку»).
Профильная плоскость проекций вертикальная. Ее располагают перпендикулярно одновременно горизонтальной и фронтальной плоскостям проекций. В пересечении с плоскостью Н она образует ось у, а с плоскостью V — ось z. Для получения чертежа плоскость W поворачивают на 90° вправо, а плоскость Н — вниз. Полученный таким образом чертеж (рис. 48) содержит три прямоугольные проекции предмета. (Оси проекций и проецирующие лучи на чертеже не показаны.) На чертеже профильную проекцию всегда располагают на одной высоте с фронтальной, справа от нее. Чертеж, состоящий из нескольких прямоугольных проекций, называют чертежом в системе прямоугольных проекций. В дальнейшем это определение мы уточним и дополним.
В каких случаях применяется прямоугольное проецирование предмета на три плоскости проекций! Как называются проекции, полученные на плоскостях Н, V и W! В На рис. 49 наверху даны наглядные изображения деталей, внизу — фронтальные проекции этих же деталей. Перечертите одну из фронтальных проекций и, пользуясь наглядным изображением, достройте горизонтальную проекцию детали. На На рис. 50 дано наглядное изображение и чертеж детали — угольника. На наглядном изображении стрелками показаны направления проецирования. Проекции детали обозначены цифрами 1, 2, 3. Вам надо, не перечерчивая Прямоугольное проецирование как. основной способ построения изображений. Расположение видов на чертеже 22. Чертежи в технике. Все предметы производства (вам уже известно, что юс называют изделиями) на машиностроительных предприятиях изготовляют по чертежам, а изображения на этих чертежах выполняют по методу прямоугольного проецирования. При этом предмет располагают между наблюдателем и соответствующей плоскостью проекций. В зависимости от сложности предмет на чертеже может быть представлен одной, двумя и более проекциями. Для полного выявления формы предмета государственный стандарт устанавливает различные изображения. Одним из таких изображений является вид. Видом называется изображение обращенной к наблюдателю видимой части поверхности предмета. В отличие от проекций на видах применяют некоторые условности и упрощения. Их вы будете изучать позже. Изображение, полученное на фронтальной плоскости проекций, называется видом спереди. Этот вид принимают на чертеже за главный, поэтому его еще называют главным. При выполнении чертежа предмет надо так располагать относительно фронтальной плоскости проекций, чтобы главный вид давал наиболее полное и отчетливое представление о форме и размерах предмета. Изображение на горизонтальной плоскости проекций называется видом сверху. Изображение на профильной плоскости проекций называется видом слева. Оно соответствует тому, что мы видим, рассматривая предмет слева. Наряду с видами спереди, сверху и слева для изображения предмета могут применяться виды справа, снизу, сзади. Виды получают по методу прямоугольного проецирования. Количество видов на чертеже должно быть наименьшим, но достаточным для полного выявления формы и размеров предмета. Невидимые части поверхности предмета на видах допускается показывать штриховыми линиями. Это позволяет уменьшить количество изображений на чертеже. С этой же целью применяются различные условные обозначения, знаки и надписи, установленные стандартом.